PDF Publication Title:
Text from PDF Page: 307
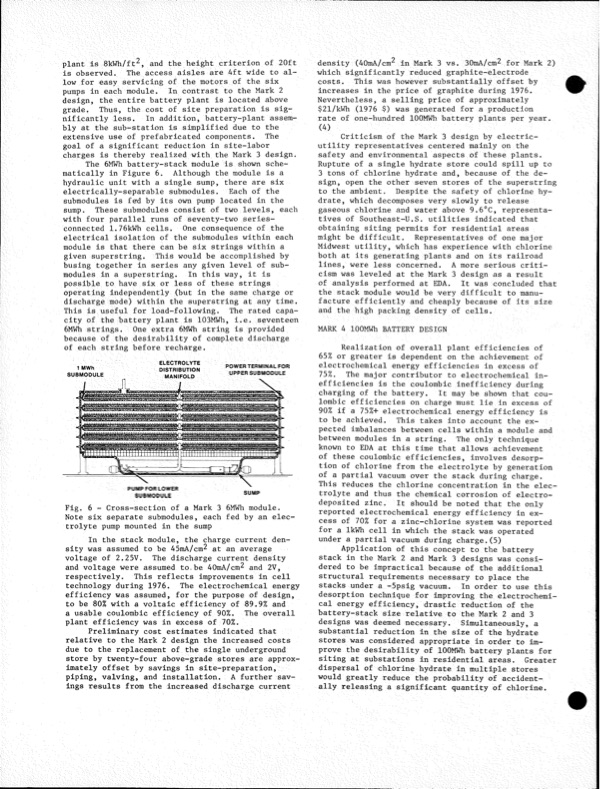
plant is 8kWh/ft2, and the height criterion of 20ft is observed. The access aisles are 4ft wide to al low for easy servicing of the motors of the six pumps in each module. In contrast to the Mark 2 design, the entire battery plant is located above grade. Thus, the cost of site preparation is sig nificantly less. In addition, battery-plant assem bly at the sub-station is simplified due to the extensive use of prefabricated components. The goal of a significant reduction in site-labor charges is thereby realized with the Mark 3 design. The 6MWh battery-stack module is shown sche maticallyinFigure6. Althoughthemoduleisa hydraulic unit with a single sump, there are six electrieally-separable submodules. Each of the submodules is fed by its own pump located in the sump. These submodules consist of two levels, each with four parallel runs of seventy-two series- connected 1.76kWh cells. One consequence of the electrical isolation of the submodules within each module is that there can be six strings within a given superstring. This would be accomplished by busing together in series any given level of sub- modules in a superstring. In this way, it is possible to have six or less of these strings operating independently (but in the same charge or discharge mode) within the superstring at any time. This is useful for load-following. The rated capa city of the battery plant is 103MWh, i.e. seventeen 6MWh strings. One extra 6MWh string is provided because of the desirability of complete discharge of each string before recharge. Fig. 6 - Cross-section of a Mark 3 6MWh module. Note six separate submodules, each fed by an elec trolyte pump mounted in the sump In the stack module, the charge current den sity was assumed to be 45mA/cm2 at an average voltage of 2.25V. The discharge current density and voltage were assumed to.be 40mA/cm2 and 2V, respectively. This reflects improvements in cell technology during 1976. The electrochemical energy efficiency was assumed, for the purpose of design, to be 80% with a voltaic efficiency of 89.9% and a usable coulombic efficiency of 90%. The overall plant efficiency was in excess of 70%. Preliminary cost estimates indicated that relative to the Mark 2 design the increased costs due to the replacement of the single underground store by twenty-four above-grade stores are approx imately offset by savings in site-preparation, piping, valving, and installation. A further sav ings results from the increased discharge current density (40mA/cm2 in Mark 3 vs. 30mA/cm2 for Mark 2) which significantly reduced graphite-electrode costs. This was however substantially offset by increases in the price of graphite during 1976. Nevertheless, a selling price of approximately $21/kWh (1976 $) was generated for a production rate of one-hundred lOOMWh battery plants per year. (4) Criticism of the Mark 3 design by electric- utility representatives centered mainly on the safety and environmental aspects of these plants. Rupture of a single hydrate store could spill up to 3tonsofchlorinehydrateand,becauseofthede sign, open the other seven stores of the superstring to the ambient. Despite the safety of chlorine hy drate, which decomposes very slowly to release gaseous chlorine and water above 9.60C, representa tives of Southeast-!).S. utilities indicated that obtaining siting permits for residential areas might be difficult. Representatives of one major Midwest utility, which has experience with chlorine both at its generating plants and on its railroad lines, were less concerned. A more serious criti cism was leveled at the Mark 3 design as a result of analysis performed at EDA. It was concluded that the stack module would be very difficult to manu facture efficiently and cheaply because of its size and the high packing density of cells. MARK 4 lOOMWh BATTERY DESIGN Realization of overall plant efficiencies of 65% or greater is dependent on the achievement of electrochemical energy efficiencies in excess of 75%. The major contributor to electrochemical in efficiencies is the coulombic inefficiency during charging of the battery. It may be shown that cou lombic efficiencies on charge must lie in excess of 90% if a 75%+ electrochemical energy efficiency is to be achieved. This takes into account the ex pected imbalances between cells within a module and between modules in a string. The only technique known to EDA at this time that allows achievement of these coulombic efficiencies, involves desorp tion of chlorine from the electrolyte by generation of a partial vacuum over the stack during charge. This reduces the chlorine concentration in the elec trolyte and thus the chemical corrosion of electro- deposited zinc. It should be noted that the only reported electrochemical energy efficiency in ex cess of 70% for a zinc-chlorine system was reported for a IkWh cell in which the stack was operated under a partial vacuum during charge.(5) Application of this concept to the battery stack in the Mark 2 and Mark 3 designs was consi dered to be impractical because of the additional structural requirements necessary to place the stacks under a -5psig vacuum. In order to use this desorption technique for improving the electrochemi cal energy efficiency, drastic reduction of the battery-stack size relative to the Mark 2 and 3 designs was deemed necessary. Simultaneously, a substantial reduction in the size of the hydrate stores was considered appropriate in order to im prove the desirability of lOOMWh battery plants for siting at substations in residential areas. Greater dispersal of chlorine hydrate in multiple stores would greatly reduce the probability of accident ally releasing a significant quantity of chlorine.PDF Image | Development of the Zinc-Chlorine Battery for Utility
PDF Search Title:
Development of the Zinc-Chlorine Battery for UtilityOriginal File Name Searched:
6302789.pdfDIY PDF Search: Google It | Yahoo | Bing
Salgenx Redox Flow Battery Technology: Power up your energy storage game with Salgenx Salt Water Battery. With its advanced technology, the flow battery provides reliable, scalable, and sustainable energy storage for utility-scale projects. Upgrade to a Salgenx flow battery today and take control of your energy future.
| CONTACT TEL: 608-238-6001 Email: greg@salgenx.com | RSS | AMP |